在3C电子制造领域,大尺寸玻璃面板的精密装配已成为自动化产线中的核心环节。机械手在抓取玻璃时,必须借助高精度视觉定位系统实现亚微米级对准,否则极易引发划伤、崩边等缺陷。本文以明治传感器的实际应用为例,深入解析如何通过工业相机视觉与定位算法,攻克高精度、高稳定性测量难题,助力企业提升良品率与生产效率。
一、项目背景与检测需求
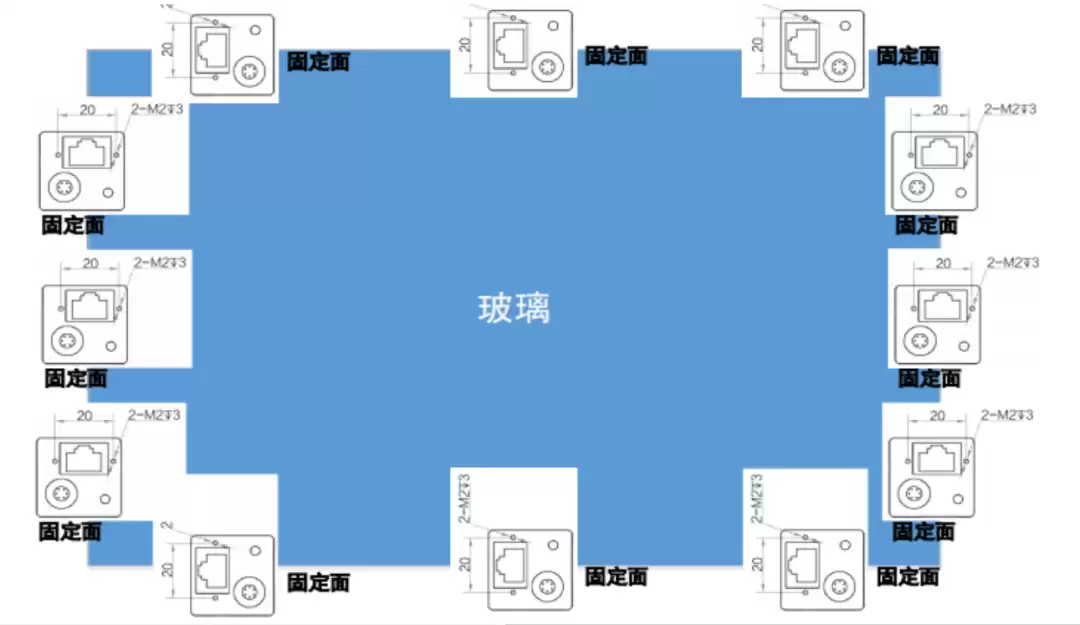
本案例聚焦于大尺寸玻璃的高精度定位与测量场景。机械手在抓取并安装玻璃面板时,需通过视觉系统实时获取物料精确坐标,确保玻璃盖板精准安装至目标位置,防止因偏移导致损坏。核心检测需求如下:
- 实现大尺寸玻璃的快速、稳定成像;
- 定位精度要求极高,且需同时完成14个关键尺寸的测量;
- 整个定位与测量流程必须在1秒内完成,满足产线节拍要求。
二、项目难点
玻璃面板的视觉定位面临多重挑战,具体包括:
- 定位精度<0.02mm,且定位时间<1s——既要精准又要快速;
- 需进行14个关键尺寸测量,误差要求<0.005mm;
- 现场环境存在机械抖动与温度变化,直接影响拍照精度与稳定性;
- 长期稳定性要求:4小时内重复测量误差需控制在<0.003mm,确保连续生产可靠性。
三、解决方案与实施效果
明治传感器针对上述难点,集成了多相机视觉系统与高精度算法,最终实现以下效果:
点击图片获取更多传感方案
- 玻璃边沿成像效果良好,测量精度稳定控制在0.003mm(优于要求的0.02mm);
- 通过精确定位,提升后续丝印工艺精度2个丝(即0.02mm),显著改善良率;
- 单次定位与测量平均耗时0.8s,满足<1s的节拍需求;
- 12台相机仅需30s即可完成一键标定,同时满足定位与测量双重需求,大幅缩短换型时间;
- 所有测量数据均通过GRR测试(Gage Repeatability and Reproducibility,量具重复性与再现性),确保数据可靠、可追溯。
四、常见问题与解答
- 问:为什么要求4小时内重复误差<0.003mm?
答:产线连续运行4小时是一个典型换班周期。温度漂移和机械热膨胀会导致成像偏差,0.003mm的重复性指标可保证整个班次内玻璃安装精度始终合格,避免因设备发热引起的废品,提升产线稳定性。 - 问:12台相机只用30s标定,如何做到的?
答:明治传感器采用多相机联合标定算法,通过预设标定板与同步触发机制,一次拍摄即可完成所有相机的外参、内参计算,无需逐台单独标定,大幅缩短换型时间,提升产线柔性。 - 问:机械抖动如何消除?
答:方案中采用了硬件防震支架配合软件滤波算法。相机触发瞬间会捕捉一个时间窗口,同时结合实时运动补偿,有效抑制周期性抖动对成像的影响,确保测量精度稳定。
五、小提示
- 在选型阶段,建议先评估产线实际振动的频率和幅度,以便确定相机曝光时间与滤波参数,实现最佳成像效果。
- 玻璃边沿的对比度直接影响测量稳定性,可额外增加背光光源或同轴光改善边缘成像质量,提升定位精度。
- GRR测试需要记录至少20次重复测量数据,建议在设备正式投产前完成完整验证,避免批量异常,确保数据可靠性。
六、关于明治传感器
明治传感器是一家专注于工业级光电传感器和深度学习技术的创新企业,主要聚焦高精度定位、深度学习、精密测量以及避障安全方案,服务于3C电子、新能源、半导体制程、医疗电子和服务机器人等行业。核心团队由扎根工业传感领域20年的专家带队,拥有核心专利超过120项(其中发明专利超过20项)。产品迭代速度快,每年在全球安装的传感器总数逾6,000,000只。在AI4.0时代,明治以创新传感技术向用户提供精密智能和AI传感产品,助力全球用户在工业4.0时代实现智慧互联与高效生产。
通过本案例可以看出,面对严苛的精度与稳定性要求,明治传感器凭借多相机协同标定、亚像素边缘定位等核心技术,成功实现了0.003mm测量精度与0.8s高速响应,为3C行业的高端制造提供了可靠保障,助力客户在竞争激烈的市场中提升核心竞争力。