机器视觉工业自动化质检实战指南
机器视觉通过图像识别技术,对采集到的图像进行智能分析与处理,从而实现产品质量的自动化检测。在工业自动化生产中,机器视觉能够有效降低质量检测成本,同时大幅提升检测速度与精度。相比人工视觉,机器视觉展现出显著的技术优势。
一、机器视觉自动化质检的核心优势
- 精确度高:机器视觉可显著提升灰度分辨率,能够观测微米级目标,远超肉眼能力极限。
- 速度快:按设定频率执行质检,甚至可达微秒级别,完美适配高速生产线。
- 稳定性强:人工质检质量受员工熟练度、疲劳度影响,易出现漏检错检;机器视觉则始终保持一致,稳定可靠。
- 数据可追溯:检测结果(产品状态、缺陷描述)可自动保存归档,便于后续质量分析与数据挖掘。
小提示:实际部署时,建议先评估产线节拍与检测精度要求,再选择合适的相机与光源配置,以充分发挥机器视觉系统效能。
二、常见外观质量问题分类
工业生产中,外观质量问题可归纳为以下几大类:
- 产品表面缺陷:划伤、划痕、辊印、凹坑、粗糙、波纹等
- 非金属产品表面:夹杂、破损、污点
- 装配质量检测:零件装配完整性、装配尺寸精度、位置/角度测量
- 打印检测:打印不全、打印歪斜、边缘不清晰
这些问题归结为两类核心判断:
- 判断目标是否存在计划外边缘特征(如额外纹理、凹痕)
- 判断计划内特征是否匹配(如采用 Brute-Force、FLANN 等匹配算法)
三、常用特征检测与提取算法
大多数特征检测算法涉及图像的角点、边和斑点的识别。常见算法如下:
- 角点检测:Harris、FAST
- 斑点检测:SIFT(Blob)、SURF、BRIEF
- ORB:带方向的FAST算法 + 具有旋转不变性的BRIEF算法
- 特征匹配:Brute-Force、FLANN
小提示:选择算法时需充分考虑实时性要求。ORB 在嵌入式设备中性能较高,SIFT 适合高精度但计算量较大。
四、视觉定位在工业中的应用
1. 半导体封装领域
设备根据机器视觉获取的芯片精确位置信息,调取拾取头准确拾取芯片进行绑定,这是视觉定位在半导体封装中的典型应用场景。
2. 机器人工业制造领域
视觉定位技术显著提升机器人在作业中的精准度与稳定性,助力企业提高生产效率、降低生产成本、增强市场竞争力。
五、图像处理与视频处理的区别
视频处理本质上仍属于图像处理范畴——对视频中每一帧图像进行处理,但额外增加了视频解码环节。此外,视频处理还需分析帧与帧之间的关系(如运动估计、背景建模)。
六、简易机器视觉质检Demo实施步骤
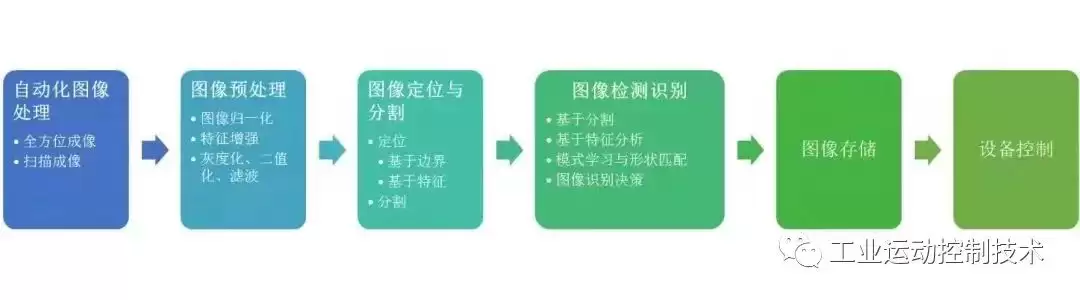
下面用一个简单示例帮助理解一般实施步骤:
- 打开摄像头,读取帧
- 对帧图像进行预处理:灰度化、滤波、二值化(实际应用中还包括图像矫正、形态学处理)
- 对帧图像进行缺陷识别(使用上述特征检测算法)
- 对符合要求的图像进行保存
实际生产中,会根据质检结果调用工业控制系统进行产品分流:不合格产品送至复检区域,合格产品进入下一道工序。
小提示:预处理阶段的参数(如滤波核大小、二值化阈值)需针对具体产品材质与光照条件反复调试,才能获得稳定可靠的检测结果。
七、机器视觉自动质检的挑战与展望
尽管机器视觉优势明显,但完全替代人工目检仍面临诸多难点:
- 反光、折射干扰:不同材料物体表面的反光、折射会影响特征提取,因此光源角度、亮度以及图像采集质量直接决定质检结果。例如玻璃、反光表面的划痕检测,常常卡在不同缺陷的集成成像上。
- 未知缺陷漏检:程序通常基于预先定义的缺陷模式进行识别,若出现未遇到过的新缺陷,机器可能漏检。而人工质检时,质检员能意识到新增缺陷并做进一步判断。
随着深度学习、3D视觉等技术的发展,这些难题正逐步得到优化解决。未来,机器视觉将在工业质检中发挥更大价值。
常见问题(FAQ)
Q1:机器视觉和人工质检相比,哪种更适合小批量多品种生产?
A1:小批量多品种生产时,人工质检灵活性更高;但机器视觉可通过快速切换检测配方(如更换光源、调整算法参数)来适应新产品,长远看仍可降低成本。建议根据换线频率与检测复杂度综合评估后选择。
Q2:特征检测中 SIFT 和 ORB 哪个更适合实时质检?
A2:ORB 计算速度更快,适合实时性要求高的场景(如高速流水线);SIFT 精度更高但耗时较长,适合离线检测或精度优先的应用。
Q3:光源怎么选择才能减少反光干扰?
A3:对于反光表面,推荐使用漫反射光源(如环形无影光源)或低角度照明,并配合偏振滤光片,可有效抑制反光。不同材质需通过打光实验确定最佳方案。
Q4:如何解决机器视觉对未知缺陷的漏检?
A4:可采用异常检测(Anomaly Detection)技术,例如基于深度学习的自编码器或GAN,训练模型学习“正常”样本特征,将偏离正常范围的区域标记为潜在缺陷。同时保留人工复检环节作为补充。