工业知识图谱的落地困境与破局之道
知识图谱近年来已成为制造业AI转型中无法回避的关键词。从最初的LLM平台应用,到制造业具体场景的落地实践,人们逐渐发现它真正能发挥核心价值的领域。每一场行业论坛、每一次选型讨论、每个数字化转型的演示文档里,知识图谱都被频繁提及。原因非常直接——大模型火了之后,大家发现它并不可靠:会说错话、会编造数据、会把一台液压机的参数说成钻床的。于是知识图谱被推到了前台:为它配备一本“事实字典”,让模型按字典查询回答,避免随意编造。
听起来很理想。但做过知识图谱项目的人都清楚,故事的另一面是:实施过程极其痛苦。
行业内走访了十几家尝试构建工业知识图谱的企业,见过花钱买平台比项目本身还多的,见过本体建模花了六个月还没定型的,见过数据灌进去后查询结果还不如Excel快的。这篇文章不鼓吹知识图谱有多好,只讲它为什么这么难——以及经历阵痛之后,如何继续推进。
一、概念之痛:你以为的知识图谱和真正的知识图谱之间,差距巨大
制造业从业者第一次接触知识图谱,通常是在供应商的演示会上。屏幕上是一张漂亮的网络图——设备连着工艺,工艺连着参数,参数连着缺陷,缺陷连着根因,根因又连回设备。几条线一拉,万事互联。老板一看:这正是我们想要的!
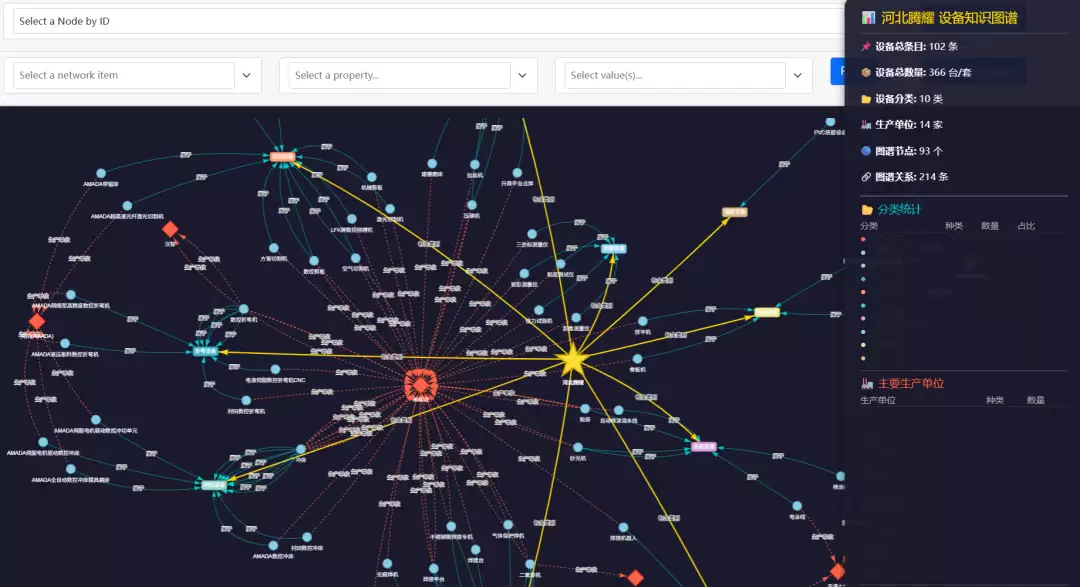
但演示会上的网络图与真正落地后的知识图谱之间,存在着实质性的差距。演示图是精心构造的样板数据,十几个节点、几十条关系,看起来很清晰。真实的工厂数据维度则完全不同:几千台设备、上万条工艺参数、几十万条缺陷记录、数不清的BOM层级和替代料关系。把这些数据灌进图谱里,图一打开就是一团乱麻,谁也看不懂。
更深层的问题是:很多人以为知识图谱就是把数据存成“节点+关系”的形式,用图数据库替代关系数据库。这就像以为换一个更好的锅就能做出更好的菜。锅是工具,菜好不好取决于食材和手艺。知识图谱的核心不是存储方式,而是如何定义“什么是有意义的关系”——这被称为本体建模。
二、本体之痛:最难的不是技术,是让所有人同意“世界应该怎么描述”
本体建模是知识图谱的骨架。通俗来说,就是定义工厂“有哪些东西、这些东西之间是什么关系”。例如:设备是不是一种资源?工艺路线是不是一条链条?一个缺陷是一种现象还是一个事件?同一个词,在不同部门意思完全不同。
质量部说“缺陷”,指的是产品外观的异常;设备部说“缺陷”,指的是设备运行参数偏离正常值;工艺部说“缺陷”,指的是工艺设置不合理导致的潜在风险。三个部门都用“缺陷”这个词,但指的是三种完全不同的东西。如果本体建模时不把这些语义差异理清楚,图谱建好之后查询结果就会混乱不堪。
本体建模之痛的本质在于:这不是技术问题,而是共识问题。需要让设备部、质量部、工艺部、生产部、IT部坐在一起,对每一个概念的定义达成一致。这件事在组织层面极其困难。每个部门都有自己惯用的术语体系、数据习惯和利益考量。让五个人同意一个定义,可能比让五个人同意一个午餐菜单还难。
有一家企业,本体建模做了六个月,不是因为模型复杂,而是因为每次评审会都有人说“我那边还有另一种分类方式”。最后本体兼容了所有人的习惯,变成一个什么都能塞进去的大杂烩,查询结果谁也不信。
三、数据之痛:理想的数据像自来水,现实的数据像地下水
本体定好了,接下来进入数据灌入阶段。这是第三层痛苦。
理想状态下,数据应该是这样的:每台设备有唯一编码,每条工艺参数都有时间戳,每个缺陷记录都关联了具体的产品批次和工序,数据质量干净、格式统一、来源单一。但现实中,制造业的数据更像地下水——到处都有,但得挖井才能找到,而且挖出来的水质参差不齐。
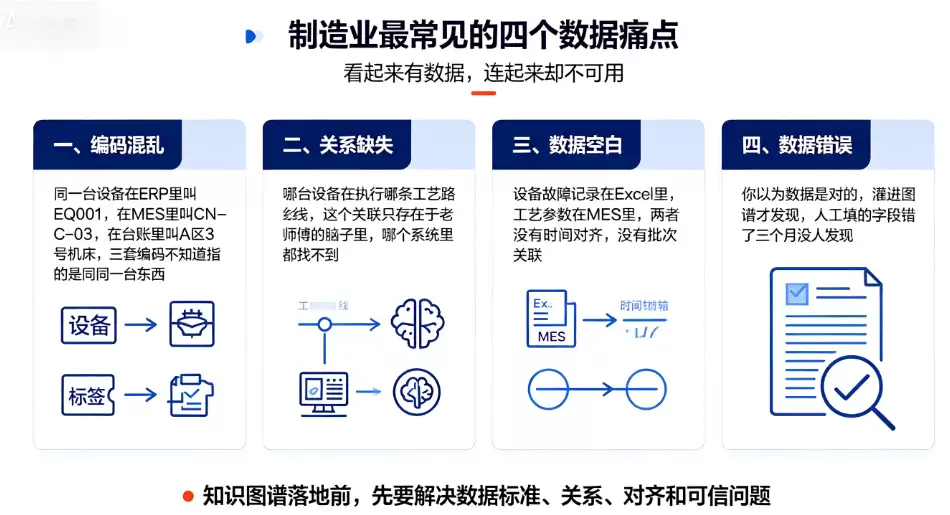
最常见的数据痛点有四个。一是编码混乱:同一台设备在ERP里叫EQ001,在MES里叫CNC-03,在台账里叫A区3号机床,三套编码无法确认指的是同一台设备。二是关系缺失:哪台设备执行哪条工艺路线,这个关联只存在于老师傅的脑子里,哪个系统里都找不到。三是数据空白:设备故障记录在Excel里,工艺参数在MES里,两者没有时间对齐、没有批次关联。四是数据错误:以为数据是对的,灌进图谱才发现——人工填的字段,错了三个月没人发现。
知识图谱最怕的不是数据少,而是数据脏。脏数据灌进图谱,就像脏油灌进发动机——不是不转,而是越转越伤。
四、查询之痛:建了半天图谱,查出来的结果还不如Excel快
数据灌好了,本体定好了,开始正式使用。这时候第四层痛苦出现了:查询体验远不如预期。
很多人对知识图谱的期待是:问一个自然语言问题,它秒回答案。比如“上个月A区CNC设备故障率和什么工艺参数相关”,系统秒回。但实际上,要得到这个答案,需要写图查询语句——Cypher、SPARQL或者图数据库自有的DSL。懂Cypher的人不多,懂SPARQL的人更少。最后的结果是:知识图谱建好了,只有IT部门能查,业务部门不会用,还是回到Excel。
更讽刺的是,有些查询用关系数据库加几个JOIN就能完成,而且速度更快。知识图谱的优势在于多跳关联——比如“设备故障→工艺偏差→物料异常→供应商问题”这种四层以上链路。但大多数业务查询不超过两层,关系数据库完全够用。
五、维护之痛:图谱不是一建就完的事,它需要持续喂养
如果说前四层痛是“建”的痛,第五层痛则是“养”的痛。
知识图谱与传统数据库最大的区别是:数据库存的是静态数据,图谱存的是动态关系。关系会变——新设备上线了、工艺路线调整了、供应商换了、质量标准更新了。每一次变化,都需要有人去更新图谱里的节点和边。这不是自动的,而是需要人工维护的。
最典型的场景是:知识图谱项目交付后,运维团队只有一个人,而且这个人同时还在维护MES和ERP。他哪有时间去逐条更新图谱里的关系?三个月后,图谱里的数据就和现实脱节了。半年后,业务部门说:图谱里的信息不准,我们还是用Excel吧。
维护之痛的本质是:知识图谱没有自然的数据供给机制。ERP有业务流程驱动数据录入,MES有生产过程驱动数据上报,但知识图谱的数据来源是“二次加工”——从各系统抽取、转换、关联、灌入。上游变了,下游就得同步。这个同步不是一次性的,而是持续的。
六、那么,值不值得继续?
说了这么多痛点,是不是知识图谱就不该做了?不是。
知识图谱的价值不在日常查询,而在两个高价值场景:一是多源数据关联推理,二是为大模型提供事实锚点。
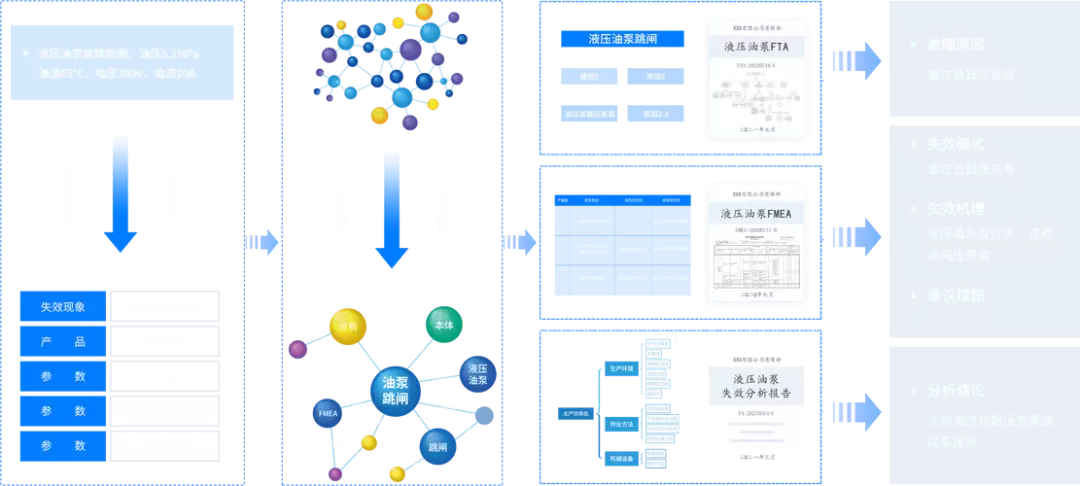
多源数据关联推理的典型场景是:设备故障根因分析。一台设备停机了,需要知道这次故障和之前哪几次故障有没有共性?和哪条工艺路线的参数偏移有关?和哪个供应商的物料质量波动有关?和哪个操作工的操作习惯有关?这种跨系统、跨维度、多跳关联的推理,关系数据库做不到,知识图谱可以。
为大模型提供事实锚点的典型场景是:工艺知识问答。问大模型“这款产品的焊接温度参数是多少”,大模型可能编一个数字给你。但如果大模型背后接了知识图谱,它会先从图谱里查到真实参数,然后再回答你。这就是RAG(检索增强生成)的核心逻辑——图谱是事实来源,大模型是表达引擎。
值得继续的前提是:明确要解决的是这两个高价值场景中的哪一个,而不是“建一个万能的工厂知识图谱”。范围缩窄、目标聚焦,痛感才能降下来。
七、三个务实建议
如果正在考虑做工业知识图谱,或者已经做了正在痛苦中,三个建议:
第一,不要从本体建模开始,从具体场景开始。先选定一个有明确业务价值的场景——比如设备故障根因分析、工艺参数异常追溯、或者供应商质量关联分析。围绕这个场景建模,不要试图一次性建一个覆盖全厂的通用本体。场景驱动的本体是小而准的,通用本体是大而乱的。
第二,不要追求图谱的“完整性”,追求“可用性”。先灌核心数据——设备、工艺、质量三类就够了。关联关系先建最关键的几条,不要试图把所有可能的关系都画出来。一个能回答三个关键问题的图谱,比一个能回答一百个模糊问题的图谱更有用。
第三,不要一个人养图谱,建一个数据喂养机制。让MES数据自动同步到图谱,让设备台账变更自动触发更新,让质量异常自动关联到对应设备。自动化是图谱长期存活的唯一出路。做不到全自动,至少做到半自动——业务系统变更时自动提醒运维人员更新。
结语
知识图谱在制造业的命运,和很多技术一样:被概念推上风口,被现实拉回地面。它不是万能的,但在特定场景下确实能做到传统技术做不到的事。关键是接受一个事实:知识图谱不是一个产品,而是一个需要持续喂养的有机体。做之前想清楚解决什么问题、愿意花多少精力维护,比选什么平台、用什么算法重要得多。
听起来很美的东西,做起来往往很痛。但痛过之后如果确实解决了别人解决不了的问题,这个痛就值得。