在晶圆划切工艺中,除了选用合适的划片刀外,加工条件的优化同样至关重要。其中,主轴转速是影响切割效果、刀片寿命以及产品品质的核心参数之一。本教程将围绕主轴转速这一关键变量,详细解析其作用机制、对刀片寿命和切割品质的影响,并帮助你找到最优的平衡点。
一、主轴转速的基本概念
刀片被固定在精密切割设备的主轴上,并以极高的速度旋转。主轴转速通常在每分钟10,000至60,000转之间。刀片的旋转速度是影响切割效果的关键因素之一。
关键提示:在相同转速下,刀片外径不同,外圆线速度也会随之变化。刀片外径越大,外圆线速度越高,如下图所示:
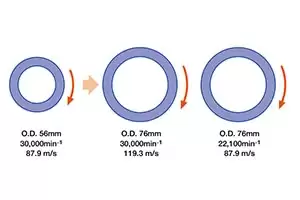
为了保证切割质量及稳定性,不同外径的刀片若需获得相同的外圆线速度,必须调整主轴转速。
二、主轴转速对刀片寿命的影响
主轴转速的变化会直接影响刀片的磨损状态:
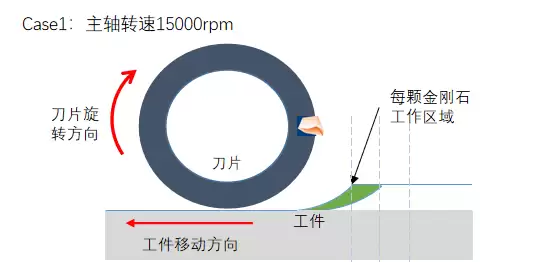
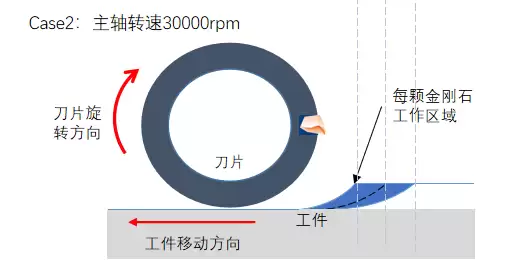
- 当主轴转速增加时:刀片的切割能力提高,金刚石颗粒的加工负荷减少,从而延长了刀片寿命,同时降低了被切产品正面崩边产生的风险。
- 副作用:金刚石加工负荷减少会阻碍刀片自锐,这往往导致被切产品背面崩边发生率增加。此时,降低主轴转速可以加速刀片自锐,成为减少背面崩边的有效措施之一。
三、主轴转速对切割品质的影响
1. 对正面/背面崩边尺寸的影响
下图展示了不同主轴转速下正面崩边尺寸和背面崩边尺寸的变化趋势:
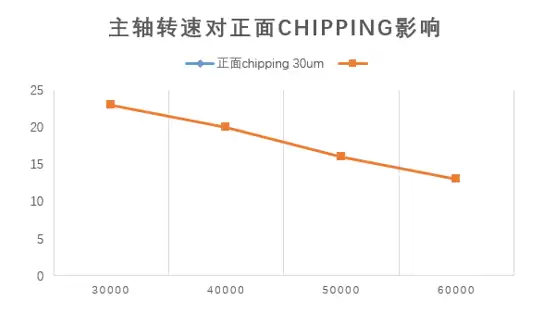
不同主轴转速下的正面崩边尺寸的变化
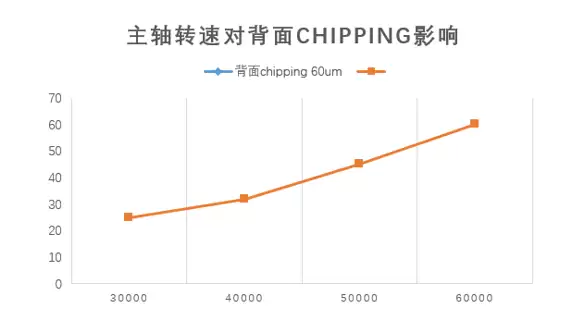
不同主轴转速下的背面崩边尺寸的变化
结论:相同切割条件下,主轴转速越高,被切产品正面崩边尺寸越小,而背面崩边尺寸越大。
2. 对刀痕(蛇形切割)的影响
下图对比了不同主轴转速下的正面切割刀痕:

主轴转速:44500

主轴转速:56000
结论:相同切割条件下,主轴转速越高,刀片发生蛇形切割的概率越高。
四、主轴转速与加工质量的平衡点
由于主轴转速对正面崩边、背面崩边尺寸以及刀片寿命均有影响,因此必须根据被切产品特性、刀片规格以及加工质量标准,选择一个最佳的主轴转速平衡点。如下图所示:
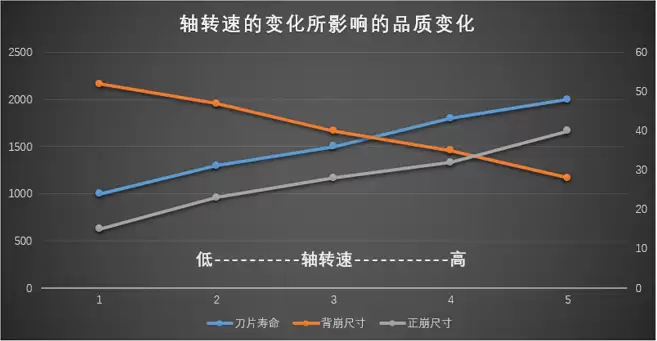
主轴转速与加工质量的平衡点
小提示:在实际生产中,可以先参考刀片供应商推荐转速范围,然后通过小批量试切,观察正面/背面崩边尺寸及刀片磨损情况,逐步微调至理想状态。
五、常见问题与解答
- Q:主轴转速越高,刀片寿命一定越长吗?
A:不一定。虽然提高转速能减少金刚石负荷从而延长寿命,但过高的转速会导致刀片自锐受阻,反而可能缩短有效寿命。需要结合背面崩边表现综合判断。 - Q:如何应对正面崩边合格但背面崩边超标的情况?
A:可尝试适当降低主轴转速,加速刀片自锐,减少背面崩边。同时检查进给速度是否匹配。 - Q:蛇形切割(刀痕弯曲)是什么原因?
A:主轴转速过高是常见原因之一,此外刀片磨损不均、冷却液不足或主轴跳动过大也可能导致。建议从降低转速开始调试。 - Q:不同外径的刀片如何换算转速?
A:为保证外圆线速度一致,可使用公式:新转速 = 原转速 × (原刀片外径 ÷ 新刀片外径)。例如原转速30000 rpm、刀片外径2英寸,换为3英寸刀片时,转速应调至20000 rpm。
总结:主轴转速是晶圆划切工艺中需要精细调控的核心参数。通过理解其对刀片寿命、正面/背面崩边以及切割轨迹的影响,结合实际产品要求找到平衡点,才能达到最佳的切割质量和成本效益。下一期我们将继续讲解进给速度对切割品质及刀片的影响。