工业4.0时代,机器视觉为何成为智能制造的核心支撑?
在工业4.0浪潮中,机器视觉在智能制造中的地位愈发重要。它不仅是检测工具,更是驱动流程自动化与质量升级的底层技术。对于刚接触这一技术的用户,我们先以最通俗的方式解析:机器视觉到底是什么?它是如何工作的?为什么现代工厂离不开它?
从技术原理来看,机器视觉是一门利用图像处理替代人工视觉检测的学科。其工作流程如下:首先将被测物体转换为图像信号,传输至专用图像处理系统;系统依据像素分布、亮度、色彩等信息,将图像转化为数字化信号;随后通过算法提取目标特征,并根据判别结果控制现场设备动作。整个过程具有高速、非接触、可重复等优势。
机器视觉的核心优势
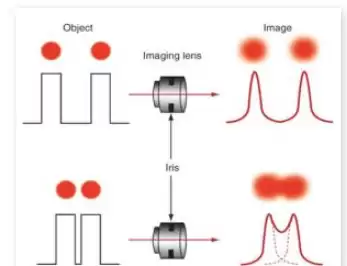
与人工检测相比,机器视觉系统最大的优势在于高效率和高自动化。它可以在毫秒级时间内实现高分辨率、高精度的检测,同时与被测物体无接触,安全可靠,避免二次损伤。下图的对比清晰展示了人工检测与机器视觉自动检测的差异:

实际应用案例:机器视觉在工厂中的具体使用场景
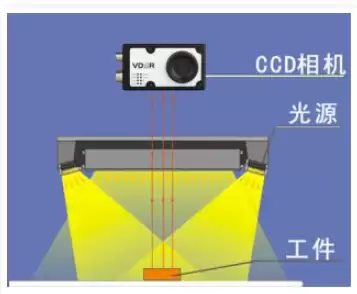
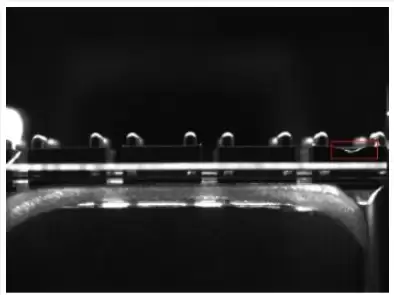
在了解基本概念后,我们通过三个典型案例来直观感受机器视觉如何改变生产流程。首先看啤酒瓶填充液位检测系统:
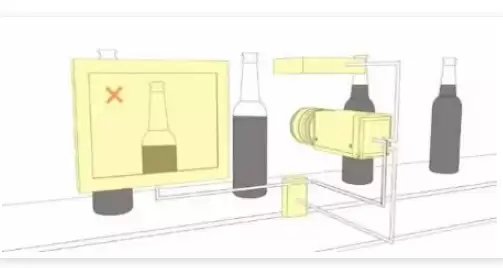
当啤酒瓶经过检测传感器时,传感器触发视觉系统发出频闪光源,瞬间拍摄瓶身图像。图像存储至内存后,视觉软件分析液位高度,并输出“合格—不合格”信号。若液位不达标,系统向剔除器发送指令,将该瓶从生产线上移除。操作员可实时查看被剔除的瓶子以及持续统计的数据。
机器人视觉引导:玩偶自动定位与分拣
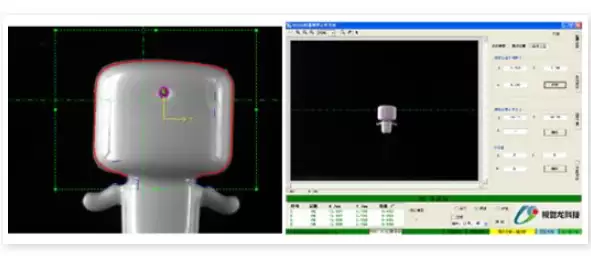
该系统来自一家实际工厂:两个振动盘协同工作——振动盘1将玩偶送入振动盘2,振动盘2负责将反面朝上的玩偶翻转成正面。深圳视觉龙公司的VD200视觉定位系统负责判断玩偶的正反面,并将正面玩偶的坐标通过串口发送给机器人,机器人据此精准抓取。当反面玩偶积聚过多时,VD200会指令振动盘2进行翻转。该方案通过玩偶表面的小孔识别正反面,并计算中心坐标。整个上料过程实现全自动化,大幅降低人工成本,效率提升明显。
电子元件外观缺陷视觉检测
这是某电子产品的按钮部件,以料带形式供料,呈双排排列。系统通过逐一定位每个元器件,利用斑点工具检测固定区域的灰度值,判断是否存在缺胶缺陷。该方案采用深圳视觉龙公司的DragonVision视觉系统,双相机配合专用光源,每周期可检测双面共8个产品,速度达每分钟1500个。一旦发现不良品,立即报警停机,确保合格率与设备运行稳定性。
机器视觉的主要应用领域
- 识别:标准一维码、二维码解码;光学字符识别(OCR)及字符确认(OCV)
- 检测:颜色与瑕疵检测;零部件有无检测;目标位置及方向检测
- 测量:尺寸与容量检测;预设标记的测量,例如孔位间距
- 机械手引导:输出空间坐标,引导机械手实现精确定位
机器视觉系统的分类与结构组成
从系统架构来看,主流分类包括三类:智能相机、基于嵌入式系统、基于PC系统。一个完整的机器视觉系统通常由以下三个部分组成:
- 图像采集:光源、镜头、相机、采集卡、机械平台
- 图像处理与分析:工控主机、图像处理分析软件、人机交互界面
- 判决与执行:电气传输单元、机械执行单元

光源:光路原理与核心作用
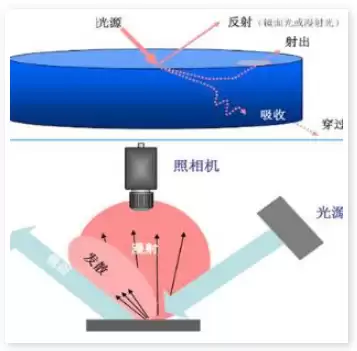
需要明确一点:相机本身并非“看见”物体,而是感知物体表面反射回来的光线。不同材质的表面具有不同的反射特性:
- 镜面反射:光滑表面以对顶角方式反射光线
- 漫反射:粗糙表面向各个方向均匀散射光线
- 混合反射:多数表面同时包含纹理与平滑区域,属于镜面与漫反射的组合
光源的功能与选型要求
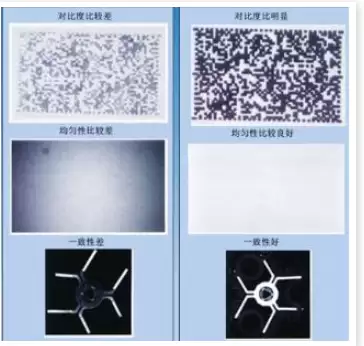
光源在机器视觉中的核心任务包括四个方面:照亮目标以提高亮度;营造有利于图像处理的光照条件;克服环境光干扰以保证图像稳定性;作为测量工具或参照基准。优秀的光场设计必须满足以下要求:对比度明显,目标与背景边界清晰;背景尽量淡化且均匀,不影响算法处理;涉及颜色识别时,还需色彩真实、亮度适中,避免过曝或欠曝。
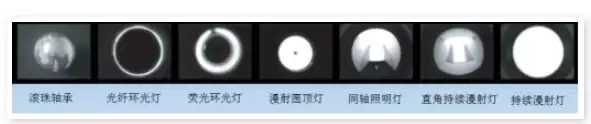
光场类型:明场与暗场
明场:光线反射进入相机;暗场:光线反射偏离相机方向。
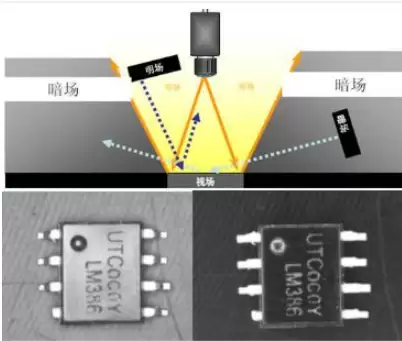
不同的照明技术对被测物体的成像效果影响显著。以滚珠轴承为例,下图展示了在不同光场条件下的成像对比:
工业相机:核心参数与分类方法
工业相机的分类维度包括:线阵/面阵、隔行/逐行、黑白/彩色、数字/模拟、低端/高端、CCD/CMOS。选型时需关注以下指标:像素尺寸、分辨率、靶面大小、光谱响应曲线、动态范围、灵敏度、速度噪声、填充因子、体积、重量、工作环境等。工作模式包括自由运行、多种触发模式、长时间曝光等。常见数据传输接口有GigE、CameraLink及模拟接口。

按图像传感器类型分类
- CCD相机:采用CCD感光芯片,将光电转换、电荷存储、电荷转移、信号读取功能集成于一体,属于典型的固体成像器件。
- CMOS相机:采用CMOS感光芯片,将光敏像素阵列、图像信号放大器、信号读取电路、模数转换电路、图像处理器及控制器集成于单块芯片上,并支持局部像素的随机寻址访问。
按输出图像颜色分类
- 单色相机:输出灰度图像
- 彩色相机:输出彩色图像
按输出信号类型分类
- 模拟相机:传感器信号转换为模拟电压(标准视频信号),再传输至图像采集卡
- 数字相机:信号在相机内部直接数字化并输出,常见接口包括1394、USB、GigE、CameraLink等
按传感器结构分类
- 面阵相机:像素按面阵排列,成像为二维平面图像
- 线阵相机:传感器呈线状排列(单行或三行),成像为一维线状图像
CMOS与CCD对比
| 参数 | CCD | CMOS |
| 处理方式 | 串行处理 | 并行处理 |
| 感光灵敏度 | 高,图像对比度好 | 较低,图像对比度稍弱,但动态范围宽 |
| 噪声水平 | 低噪声 | 存在固定模式噪声 |
| 集成度 | 较低 | 高,芯片集成众多功能模块 |
| 采集速度 | 较慢,帧率偏低 | 快,帧率高 |
| 功耗 | 一般 | 较低 |
| 成本 | 较高 | 低 |
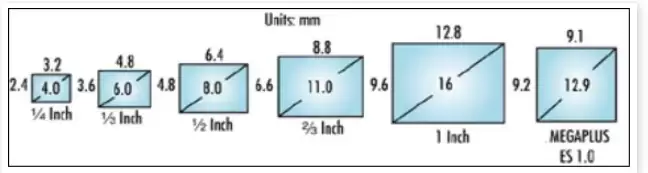
图像传感器尺寸
图像传感器的感光区域尺寸直接决定了整个光学系统的物理放大倍率。常见规格包括1/3英寸、1/2英寸等。大多数模拟相机传感器的宽高比为4:3(水平:垂直),而数字相机则涵盖1:1、4:3、3:2等多种比例。
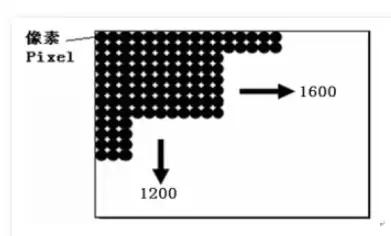
像素概念
像素是构成相机芯片图像的最小单元。以200万像素相机为例,全幅图像由1600×1200个像素组成,成像在1/1.8英寸的CCD芯片上。
分辨率与帧率定义
分辨率由相机芯片的像元排列数量决定。面阵相机通常以水平和垂直方向像素数表示,例如1920(H)×1080(V)。
帧率或行频表示相机采集图像的速率。面阵相机采用帧率(fps),如30fps表示每秒最多可采集30帧图像;线阵相机采用行频(KHz),如12KHz表示每秒最多可采集12000行。
快门速度与曝光机制
大多数CCD/CMOS相机采用电子快门,通过电信号脉冲宽度控制光积分(曝光)时间。普通相机快门速度可达1/10000至1/100000秒。需注意两种快门机制的区别:
- 卷帘快门(Rolling Shutter):多数CMOS传感器采用,逐行依次曝光,各行曝光起始时间不同。
- 全局快门(Global Shutter):CCD及少数CMOS传感器采用,所有像素同时开始和结束曝光。
智能工业相机
智能工业相机是一种高度集成化的微型机器视觉系统。它将图像采集、处理与通信功能集成于单一相机内部,提供多功能、模块化、高可靠性的整体解决方案。其内部通常包含图像采集单元、图像处理单元、图像处理软件、网络通信模块等。得益于最新的DSP、FPGA及大容量存储技术,智能相机的智能化水平持续提升,能够满足多种复杂应用需求。
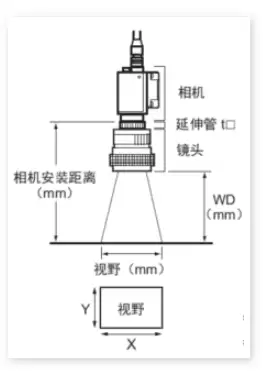
工业镜头:核心参数与分类指南
工业镜头通常由多组镜片组合而成,在理论计算中常忽略镜片厚度,将其等效为理想凸透镜模型。核心参数包括:焦距、视场角、物距、像距、光圈、景深、分辨率、放大倍率、畸变及接口类型。
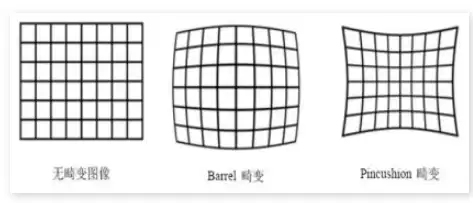
分辨率:镜头对色彩与纹理细节的分辨能力。畸变:指镜头中心区域与边缘区域放大倍率不一致的现象。
畸变校正通常通过拍摄黑白方格图案进行,操作相对简单。一般情况下,畸变小于2%时人眼难以察觉;若畸变小于CCD的一个像素尺寸,摄像机也无法分辨。
镜头的主要分类
- CCTV镜头
- 专业摄影镜头
- 远心镜头

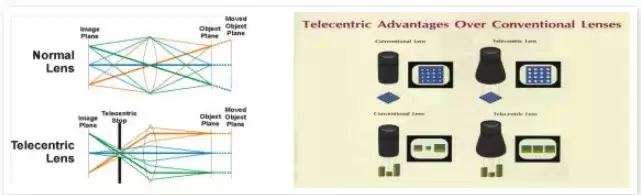
远心镜头的工作原理
在精密测量系统中,物距变化会引起像高变化,导致测量误差。即使物距固定,若CCD感光面未能精确对准像平面,同样会产生误差。采用像方远心镜头可以消除物距变化带来的误差,而物方远心镜头则能消除CCD位置偏差引起的误差。